|
|
|
|
|
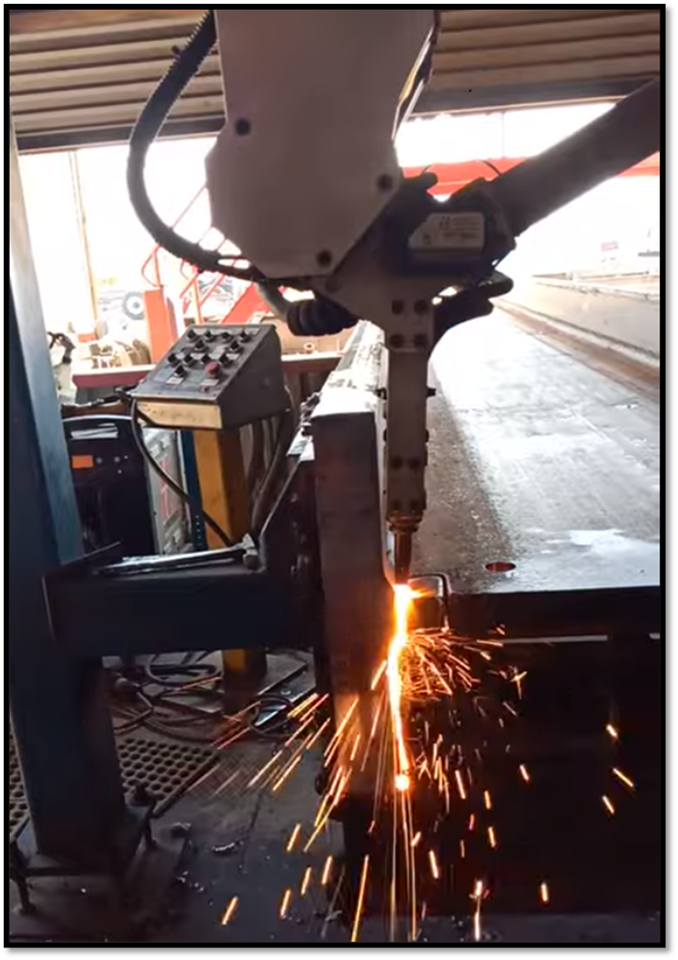
KOIKE
MACHINE TORCH FEATURES: · 2” propane / acetylene cutting tips · “Almost” never bends or break · Smooth cutting · Cutting head tilt to achieve 1/8”
cutting gap between flange and cut-line on web. Refer to the picture on the left. With this feature, we can achieve much
closer cut the Ocean Liberator long torch tip. · None-touch probing to enable
automatic measurement of flange tolled angle to compensate for bevel
cuts. This feature does not exist on
the Ocean Liberator. · Automatic edge detection to zero
out the material on the X axis to reduce operator error when lining up by
hand. This feature does not exist on
the Ocean Liberator. · Oxy and gas regulator are 1’ away
from the cutting torch allowing fine-tuning and smooth cutting. This feature allows the cut to be faster
and smoother exceeding all Ocean Liberator specs. · Collision sensors which will stop the machine if the torch crashes without breaking the torch tips. |
|
|
|
HARRIS
MACHINE TORCH FEATURES: · 8” propane cutting tips · Easier to bend than the shorter
torch tip · Collision sensors which will stop
the machine if the torch crashes without breaking the torch tips. · Cutting head tilt to achieve 1/8”
cutting gap between flange and cut-line on web. Refer to the picture on the left. With this feature, we can achieve much
closer cut the Ocean Liberator long torch tip. · None-touch probing to enable
automatic measurement of flange tolled angle to compensate for bevel
cuts. This feature does not exist on
the Ocean Liberator. · Automatic edge detection to zero
out the material on the X axis to reduce operator error when lining up by
hand. This feature does not exist on
the Ocean Liberator. · Oxy and gas regulator are 1’ away from the cutting torch allowing fine-tuning and smooth cutting. This feature allows the cut to be faster and smoother exceeding all Ocean Liberator specs. |
|
|
|
CLAMPING
FEATURES: ·
Full stroke hydraulic clamps on both sides. 42” on the larger version, or 32” on the
smaller version. ·
Clamping independently, automatically while program runs |
|
|
|
OPTIONAL
EXTERNAL CLAMPS WITH POWERED ROLLERS ON INFEED AND OUTFEED · This is a patented roller with
clamps to ensure the material coming into the machine will be straight. This is important to ensure cuts to be
almost right on the spot. · This feature is highly recommended
for companies that do beam splitting or castellations. · In addition, it is recommended to ensure material straightness for long heavy pieces. |
|
|
|
WIRELESS
REMOTE PENDANT ·
Comes with USB charger. ·
Rechargeable ·
Fast and accurate |
|
|
|
USER-INTERFACE: ·
24” touch screen monitor · Industrial water-proof keyboard · Windows 11 Pro · AMTEK APC1200 Software · DSTV (nc1 files), BCM files, AMTEK
macro files. · AMTEK parametric CAD design
software to make any cuts required. · WIFI, Network ready |
|
|
|
MEASURING
SYSTEM: · Optional · Comes in 3 options o 64’ on the infeed side (19m) o 44’ on the infeed side (13m) o 24’ on the infeed side (7m) · Automatic feeding · Automatic measurement · Nesting copes |







|
DESCRIPTIONS |
|
|
Cutting Torch |
Koike Machine Torch using Propane + Oxygen Harris Machine Torch – 8” (200mm) cutting tip |
|
Machine Dimensions |
84” x 120” x 108” (2135mm x 3048mm x 2745mm) |
|
Cutting Envelope |
40” x 40” x 18” (1016mm x 915mm x 460mm) 40” x 30” x 14” (1016mm x 762mm x 355mm) |
|
Operating System |
Windows 11 |
|
Operating Software |
AMTEK APC1200 Software |
|
File Format Compatible |
NC1, Tekla, DSTV, SDS2, Structural CAD |
|
Bevels |
+/-45 degreed |
|
Cutting Speed |
0.06 – 0.375 ips (2 – 10 mmps) |
|
Cutting Thickness |
6mm – 150mm (1/4 – 6 inches) |
|
Cutting Accuracies |
+/-1/16 (+/- 2mm) |
|
Materials type |
Beams, Channels, Angles and tubes |
|
Cutting orientations |
3 sides (top flange, web, and bottom flange) |
|
Machine weight |
3500 lbs. (1.5 tons) |
|
Power Requirements |
380/50Hz or 480/60Hz 3 Phase 30 amps |
|
Infeed rollers |
Optional 60ft (18m) or 40ft (12m) |
|
Outfeed rollers |
Optional 60ft (18m) or 40ft (12m) |
|
Remote pendant |
Wireless |
|
Cut libraries |
Programmable |
|
Material probing and detection |
Included |
|
Clamping |
Full stroke hydraulic clamping |
|
Manufactured |
Riverside, California USA |
|
|
TIME STUDY: · W12x40 · 5
minutes each end · Fully
automatic with pre-heat and operator’s start signal, a piece will take
approximately 15 minutes for both ends. · Our
machine DO NOT CUT DRILL HOLES · Our
machine DOES cut HOLES and SLOTS with thermal cutting quality. |
|
|
TIME STUDY: · W18x119 · 9
minutes each end · Fully
automatic with pre-heat and operator’s start signal, a piece will take
approximately 23 minutes for both ends. · Our
machine DO NOT CUT DRILL HOLES · Our
machine DOES cut HOLES and SLOTS with thermal cutting quality. |
|
|
TIME STUDY: · W18x76 · 20
minutes each end · Fully
automatic with pre-heat and operator’s start signal, a piece will take
approximately 45 minutes for both ends. · Our
machine DO NOT CUT DRILL HOLES · Our
machine DOES cut HOLES and SLOTS with thermal cutting quality. |
|
|
TIME STUDY: · TUBE
12x4 · 3
sides cut, 4 minutes each side · Bottom
side needs flipping so it depends on how fast the operator can flip the
material to cut. · WE RECOMMEND OUR
FIBER-LASER TUBE CUTTING MACHINE FOR THIS JOB. |
|
|
TIME STUDY: · MC12x10.6 · 2.5
minutes each end · Fully
automatic with pre-heat and operator’s start signal, a piece will take
approximately 10 minutes for both ends. · DRILLED
HOLES ARE NOT DONE ON THIS MACHINE · Our fiber-laser tube cutting
machine can easily accomplish this with DRILL-QUALITY HOLES |
|
|
TIME STUDY: · A6x6 · 90
seconds each end · Fully
automatic with pre-heat and operator’s start signal, a piece will take approximately
8 minutes for both ends. · DRILLED
HOLES ARE NOT DONE ON THIS MACHINE |





